
The mining, minerals, and metals (M³) sector is facing higher expectations on process safety and human factors than at any point in recent memory. That is a good thing. The industry has historically underinvested in understanding how human performance influences risk, and the consequences – fires, explosions, dangerous process deviations – have too often been attributed to human error rather than to the systems and conditions that made error likely in the first place.
The publication of the CCPS guidance Process Safety in the Mining, Minerals, and Metals Industries (December 2025) makes the new expectation explicit. Firstly, and this deserves to be called out, Chapter 9 puts Human Factors on the agenda – it is a key part of process safety management. Secondly, it states clearly that where a task could lead to a fatality and relies on human reliability, a checklist approach is not sufficient.
The methods named as appropriate for high-consequence tasks are Safety Critical Task Analysis (SCTA) and Procedural HAZOP. A practical prioritisation framework is provided: the severity of potential consequences determines the depth of analysis required. At the top of that framework sits a detailed, task-level human factors analysis – SCTA – for tasks where human action forms part of a critical control.
HRA’s work in the mining sector contributed to the evidence base behind this guidance. Over a number of years we have worked with major mining operations to develop and apply SCTA, moving organisations from a checklist-based approach – which typically surfaced retraining recommendations and procedure revisions – toward a more rigorous analysis of Safety Critical Tasks that genuinely changes risk. That shift matters, because the depth of what you find depends entirely on the rigour of how you look.
The Dangers of a Checklist Approach
A checklist approach to human factors in process safety typically involves identifying human-dependent steps in a hazard analysis and flagging them for attention – usually with a recommendation for additional training or a procedure review. This is not without value, but it has significant limitations.
Checklists can examine some of the conditions under which that person is working, e.g. is the lighting a problem, the labelling, is the environment noisy or distracting, etc. However, they do not analyse the task, the complexity of what they have to do, or the ways in which the task design itself might be setting them up to fail. In a trade-off between efficiency and thoroughness, this is at the more efficient end of the spectrum.
There is also a false assurance problem. A completed checklist looks like a thorough analysis. It creates a record that human factors has been done. But if the analysis has not reviewed the task, identified the specific failure modes, the conditions that make them likely, and the controls that would actually change the risk, then the documentation is doing more to protect the organisation than to protect the people working in it.
The Advantages of SCTA
SCTA provides the structured, task-level depth that a checklist cannot. Developed in the context of the UK energy sector and formalised through Energy Institute guidance, it has become the recognised standard for human factors risk assessment on safety-critical tasks – and is now explicitly named in the CCPS guidance as the appropriate method for high-consequence activities in the M³ sector. It is the methodology at the heart of HRA’s practice.
The method works by first understanding the task in detail through a Hierarchical Task Analysis (HTA) – a structured map of what operators actually do, in what sequence, and under what conditions. That foundation then supports a systematic examination of how human performance can fail at each step: what errors are plausible, what performance-influencing factors (PIFs) are at play, and what controls would most effectively reduce the risk.
Crucially, SCTA treats risk reduction as a design challenge, not just a training problem. The outputs span the hierarchy of controls: engineering solutions such as improved interface feedback and physical interlocks; optimisation of the PIFs that shape operator performance in context – workload, information quality, time pressure, environmental conditions; procedure design grounded in how the task actually flows; and competence standards derived from the real demands of the job, not generic job descriptions.
This is the difference between knowing that a task is safety-critical and understanding exactly how it can go wrong – and being able to do something targeted about it. The question is whether the SCTA being done is rigorous enough to deliver that understanding.
What We Have Seen in the Field Using SCTA
Working across mining operations – on tasks including induction furnace operation, kiln start-up, boiler operation, and others – we have encountered a consistent set of human performance challenges. SCTA is the tool that surfaces them.
Human Machine Interface (HMI) design is a recurring issue. For example, when an operator takes an action on a screen and receives no meaningful feedback – no visual confirmation, no audio signal, no clear change of state – they cannot tell whether what they intended has actually happened. At the level of a single button press, this may seem trivial. In a high-energy process environment, it is not.
Mode confusion is a direct consequence of poor interface feedback, and we have seen it create dangerous situations in two opposite directions. An induction furnace left running in manual mode when the operator believed it had been switched to automatic – and a kiln restarted in automatic mode when manual was required, causing it to operate outside safe parameters. Same root cause, different failure directions. Both preventable through better feedback and engineered controls.
Procedures present a different but equally significant problem – and often in one of two contrasting forms. The first is the flat, undifferentiated list: sixty, seventy, eighty steps with no grouping, no signposting, no logical chunking. Like a book with no chapters or subsections. Operators are left to navigate a sequence with no sense of the structure beneath it. After working on one such procedure, we restructured it around three or four major task elements, each broken into clearly bounded subtasks with a narrative that oriented the operator throughout. The difference in usability was immediate.
The second form is the dense paragraph – steps buried in descriptive text, critical information hidden within sentences, cross-references to other procedures adding further cognitive load. These documents look more sophisticated but are harder to use safely under pressure.
Beneath both sits a broader pattern: insufficient integration of human factors into risk management and incident investigation. When something goes wrong, the focus tends to land on the individual rather than on the conditions, interfaces, and systems that shaped their behaviour. People are looking at the same situation but seeing different things.
Case Study: Detecting a Hot Axle on Mining Haulage
This case study illustrates how HTA and failure and PIF analysis – core SCTA tools – can be applied to a detection and response task in a mining haulage context.
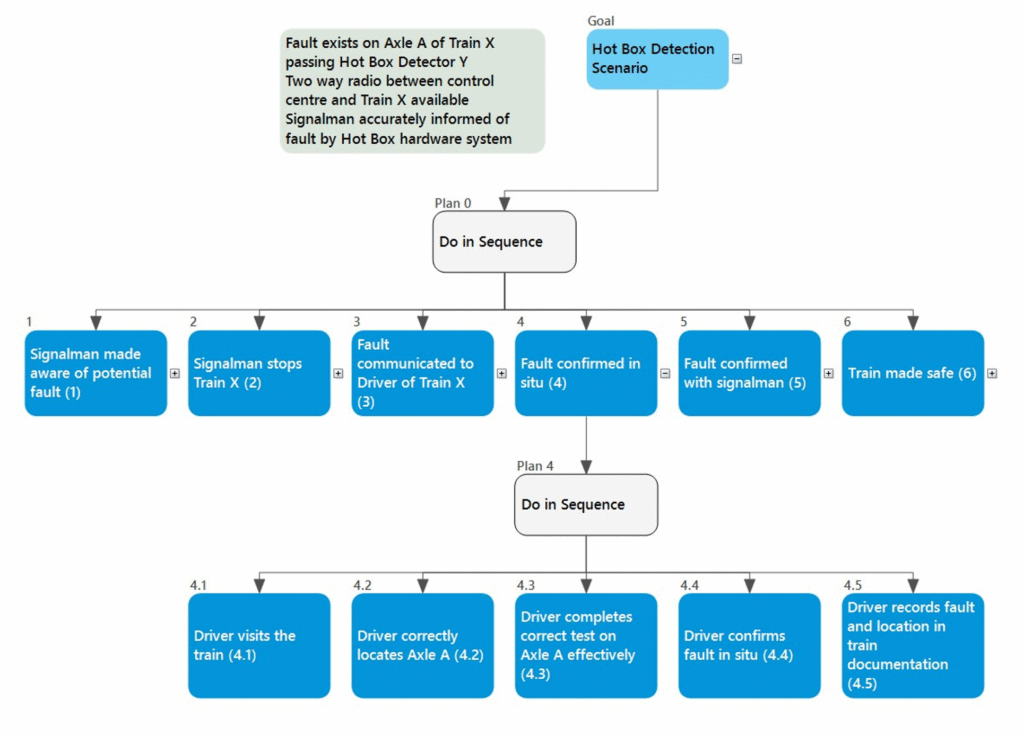
The scenario involves a trackside Hot Axle Box Detection (HABD) system. Infrared sensors alongside the haulage route monitor passing vehicles and trigger a control room alarm if an axle box temperature exceeds a defined threshold – a potential precursor to mechanical failure and, in a worst case, derailment. The alarm is the starting point for a safety-critical human response chain.
The HTA mapped the complete task structure across two operators. The Control Room Operator must identify which vehicle triggered the alarm, select and set the appropriate diversion route using lineside signals, and communicate the fault location clearly to the Driver – all within a tight response window. The Driver must then locate the suspect axle, carry out a physical inspection using a handheld thermal probe, assess the reading against defined thresholds, and report back with a pass or fail decision that determines whether the vehicle continues or is taken out of service.
There are no onboard diagnostics. The entire detection-to-decision sequence depends on human judgement, communication quality, and the usability of the tools available to each operator.
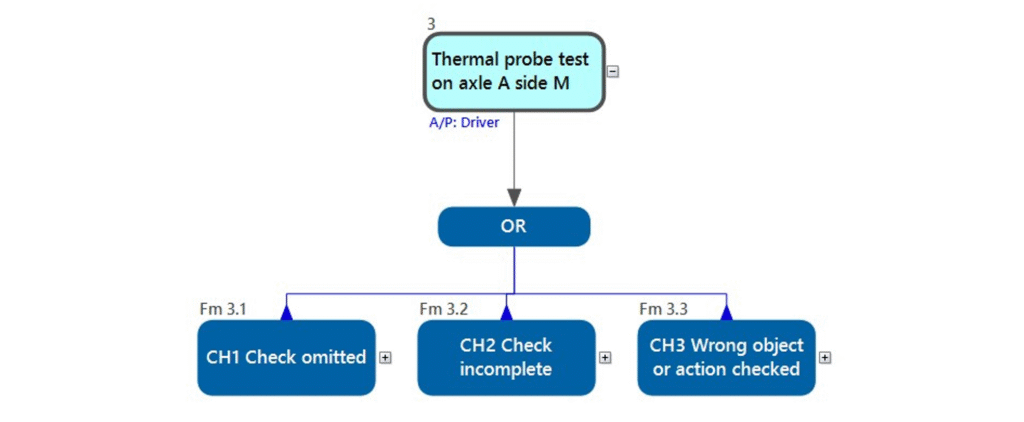
The failure and PIF analysis then worked through each task step to identify plausible failure modes, their consequences, likely recovery routes, and the controls or design changes that would most effectively prevent them. Several high-priority findings emerged.
In the control room, the most significant risk was misidentification – the operator detecting the alarm but attributing it to the wrong vehicle. If a different vehicle is diverted, the one with the overheating axle continues in service. The consequence could be progressive mechanical failure. Recovery depended on a supervisor having an independent hard copy of the detector readout – a fragile safeguard. The recommended control was a redesign of the alarm display to present vehicle identity unambiguously alongside the temperature reading, reducing reliance on operator inference.
In the field, key risks included the Driver failing to locate the correct axle – particularly under time pressure and in poor visibility – and errors in reading or interpreting the thermal probe. The failure and PIF analysis identified that inspection equipment design and clearer decision criteria (pass/fail thresholds presented at point of use rather than requiring the Driver to recall them) would reduce both risks more reliably than additional training alone.
Communication between control room and field was a third vulnerability. Ambiguous descriptions of fault location – referencing axle numbering systems the Driver might not share – could lead to the wrong axle being inspected and cleared. Standardised communication protocols, cross-referenced to the vehicle layout the Driver has in front of them, were recommended.
The case study demonstrates what a well-conducted SCTA does: it moves beyond identifying that a task is safety-critical to understanding exactly how it can fail, and it produces targeted controls – design, procedural, and competence-based – rather than a generic recommendation to retrain.
What We See When SCTA Practice Falls Short
Sites and organisations attempting SCTA should be commended – the intent is right. But as the M³ sector embeds this method, the quality of implementation matters enormously. SCTA needs teaching, practice, and coaching. Done poorly, it provides a false sense of security – the analysis exists, but the risk has not meaningfully changed. We have seen three failure patterns appear consistently.
The task analysis foundation is weak. Hierarchical task analyses copied into spreadsheet templates without proper elicitation from the people who do the work will not capture what is actually happening at task level. Everything downstream – the error identification, the PIF analysis, the controls – depends on the HTA being right. Talking to operators, walking the task, and organising the steps properly is not optional. A thin foundation undermines the whole endeavour.
Risk screening is incomplete. We have seen analyses where the critical steps were not identified or were skipped – and in some cases the steps left unanalysed were the most hazardous in the entire task. Risk screening exists to direct effort toward the highest-consequence steps. Without it, critical risks remain unexamined, and the SCTA delivers false assurance: the method has been applied, but the most important ground has been left uncovered.
The failure and PIF analysis is shallow. Even where the HTA is sound and risk screening has been applied, the error analysis can let the whole endeavour down. We have seen studies where only a handful of failure modes are explored at each step – often the most obvious ones – leaving less visible but equally plausible errors unexamined. Equally problematic is a weak narrative connecting the pieces: a failure mode listed without a credible mechanism, a consequence described without considering how it would actually unfold, PIFs noted without any consideration of which levers are genuinely available to change them. The result is a risk assessment that looks complete but cannot support targeted intervention. If the chain from error mode to mechanism to consequence to PIF to recommendation is not coherent, the controls that emerge will not reliably address the risk.
Interventions default to training and procedures. When recommendations are dominated by retraining and procedure revision, it is usually a sign that the PIF analysis has not been fully engaged with. The controls that change risk most durably are often elsewhere – better feedback on an interface, physical interlocking to prevent a hazardous start condition, automatic energy limiting on a furnace. These go beyond paperwork and into design.
These issues are not unique to the M³ sector – we see them across high-hazard industries. But they need to be addressed here, because the cost of a poorly conducted SCTA is not just a wasted analysis. It is vulnerabilities that persist, unexamined, until a serious incident attributes the outcome to human error.
Bringing Chapter 9 to Life
HRA works as both a strategic and practical partner for organisations navigating this agenda – helping to build internal capability, scale good practice across sites, and ensure that SCTA delivers what it promises rather than generating documentation that satisfies a box without changing risk.
That means working at every level: supporting individual analysts to conduct rigorous HTAs and failure and PIF analyses, helping sites develop prioritisation frameworks that direct SCTA effort toward the tasks that matter most, and working with leadership to embed human factors thinking into the processes – risk assessment, incident investigation, design review – where it will have the greatest impact.
The journey from checklist to SCTA is a significant step. But it is also achievable. We have helped major mining operations make it. The evidence base now sits in the CCPS guidance. The methods are established. What is needed is the commitment to apply them with the rigour they require – but this commitment can be a challenge.
Organisations need to commit resource. Sites must commit staff time and access. Without this there is stagnation – and stagnation in this context is not a neutral state. It is a choice to continue as things are, while the errors and incidents keep coming: another near miss, another dangerous deviation, another investigation that concludes with human error and changes nothing structural. This reality deserves to be acknowledged directly, particularly in a sector where human factors has historically received little attention, where competing operational priorities are constant, and where there is no strong regulatory framework actively encouraging these kinds of improvements. In that environment, the commitment challenge may be the hardest one of all – harder than the methodology, harder than the analysis, harder than changing the design of an interface. But it is the one that determines whether any of the rest of it actually happens.
The Future of M³ Human Factors: Beyond Chapter 9
The adoption of SCTA is not the ceiling – it is the foundation. For sectors that have committed to systematic human factors risk management, it has opened the door to something more ambitious: a structured, auditable Human Factors Delivery Guide covering the full range of HF topics that determine safety performance in complex operations.
That model has been proven effective in the UK oil, gas, and chemical sector, where Human Factors integration is now embedded across process safety management, design, and operations. A comparable framework for the M³ sector – developed from the same evidence base and adapted to the specific demands of mining, minerals, and metals operations – would represent a step change in how the industry manages human performance risk.
Such a framework would cover the key topics that determine whether human factors is genuinely integrated or merely documented:
- Human Performance Management – including proactive SCTA risk assessment and reactive incident investigation that looks beyond human error to the conditions that shaped it.
- Human Factors in Design – ensuring that equipment, interfaces, alarms, and workplaces are evaluated against human performance requirements before they reach the field.
- Critical Communications – permit to work, shift handover, and other high-consequence communication tasks that are often treated as administrative rather than safety-critical.
- Procedure Design and Management – from task-grounded development through to review cycles that respond to how procedures are actually used in practice.
- Critical Competences – competence standards derived from the real demands of safety-critical tasks, not generic role descriptions.
- Organisational Factors – e.g. staffing, workload and fatigue which can have a significant impact on human performance.
Each of these topic areas would have defined success criteria – auditable by centres of excellence within large mining organisations, and by regulators where applicable. The CCPS guidance is a strong signal that the M³ sector is ready for this conversation. HRA intends to be part of it.
Four ways to take the next step
- FREE – Download the SCTA handbook – an introductory document to help you understand what the methodology looks like in practice.
- FREE – SCTA Health Check – a structured self-assessment of current SCTA practice, developed directly from our experience in the mining sector.
- Book on to an SCTA course – we have an introductory Human Factors course with a half day on SCTA, and our more in-depth SCTA facilitators course for those who want to learn the ropes and improve their practice.
- Join the Human Reliability Hub – a professional community for HF practitioners in high-hazard industries. For those taking on HF responsibility without a central team behind them, it is a practical source of knowledge, discussion, and peer connection.
Standards are rising. The real challenges are organisational: Where safety is a top priority what is good enough to manage human factors? What resource do you commit at a site and organisational level?
Human Reliability Associates has worked with major mining operations on SCTA, human factors training, and process safety integration. To find out more, contact us at info@humanreliability.com
References
CCPS – Process Safety in the Mining, Minerals, and Metals Industries (December 2025)

